ЗАВОД МЕТАЛЛООБРАБОТКИ
И МЕТАЛЛОКОНСТРУКЦИИ
— Скидки на лазерную резку металла
— Скидки на сварочные работы
— Скидки на покраску изделий из металла

Работаем с 1992 года

в Москве и Московской области
ЗАЯВКА
Оставьте заявку и мы свяжемся с вами
в ближайшее время.
ТЕХНОЛОГИЯ ГИБКИ МЕТАЛЛА
Современная технология гибки металла применима практически для всех видов сталей и сплавов, независимо от содержания легирующих элементов. Исключение — материалы с повышенными характеристиками хрупкости. Процесс изменения формы металлопроката требует малых затрат энергии и при правильной разработке технического процесса дает возможность получать изделия разных пространственных форм.
В отличие от технологии сваривания, метод гибки не предполагает высокотемпературного воздействия, поэтому используемый материал не меняет свою структуру и сохраняет исходные свойства прочности и долговечности.
Технология гибки листового металла
На текущий день ручные установки для сгибания металлических полотен практически не используются. На их место пришло полностью автоматизированное оборудование, обеспечивающее максимальную точность и высокую скорость процесса.
Сама методика изготовления гнутых конструкций довольно проста, но для разработки технического процесса важно учитывать следующие обстоятельства:
- возникновение линий течения металла;
- самопроизвольное изменение конечного угла;
- изменение толщины (особенно актуально для толстолистных полотен);
- образование складок.
Последовательность разработки технического процесса:
- анализ конструкции;
- расчет рабочего усилия;
- подбор типоразмера оборудования;
- создание чертежа;
- расчет перехода деформирования;
- создание проекта технологического оснащения.
Проанализировав возможности исходного материала, можно сделать вывод о его пригодности к использованию в проекте. Для этого следует проверить пластические способности металлического листа и сопоставить полученные данные со степенью напряжения при гибке, оценить возможность получения нужного радиуса без появления трещин, определить возможные искажения профиля.
Усилие при гибке листового металла
Преимущественно гибка листового металла выполняется в холодном состоянии, поэтому применяемые усилия невелики. Однако изгибание дюралюминия, титана, высокоуглеродистых сталей и других малопластичных материалов толщиной от 12 мм требует применения горячего метода.
Для определения усилия гибки следует учесть пластичность исходного материала и интенсивность его упрочнения при деформировании. Важное значение имеет направление прокатки заготовки. Причина заключается в неодинаковости свойств металла в разных направлениях, возникающей после этой процедуры. Остаточные напряжения в направлении оси прокатки становятся меньше, чем в противоположном. Поэтому если согнуть лист вдоль волокон, то при одинаковом уровне деформирования вероятность разрушения материала существенно снижается. Следовательно, ребро гиба необходимо располагать так, чтобы угол между направлением прокатки и расположением заготовок был минимальным.
Варианты осуществления деформирования:
- усилием — в конце процесса деталь упирается в рабочую поверхность матрицы;
- изгибающим элементом — происходит свободное деформирование уложенной по упорам заготовки.
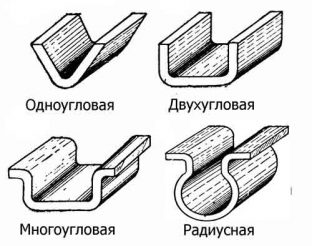
Виды гибки металла
По виду готового профиля различают следующие виды гибки металла:
- V-образная (одноугловая);
- П-образная (двухугловая);
- многоугловая;
- радиусная (закатка).
Для большинства заготовок применяется однопереходная гибка, в процессе которой изделие деформируется без трещин на углы 100-1200. Для более интенсивного формообразования требуется двухпереходная или трехпереходная гибка, между которыми производится промежуточный отжиг, если материал малопластичен.
ЗАКАЗАТЬ РАСЧЁТ
Оставьте заявку в нашей форме, указав ваше имя, электронную почту и текст сообщения. Наши сотрудники произведут расчёт и свяжутся с вами в самое ближайшие время.
Либо вы можете выбрать иные варианты для связи с нами:
Напишите нам на почту: info@metistr.ru
Позвоните нам: 8 (800) 555-99-61

ЗАВОД МЕТАЛЛООБРАБОТКИ
И МЕТАЛЛОКОНСТРУКЦИИ
8 (800) 555-99-61
8 (495) 988-29-28
Юридический адрес:
141370, М.О., Сергиево-Посадский р-н, г. Хотьково, Художественный пр., д. 8А
E-mail: info@metistr.ru
Создание сайта студия «VEGAWEB»
Copyright 2022-2026